
বাড়ি
>
পণ্য > বাদাম
> টি বাদাম
>
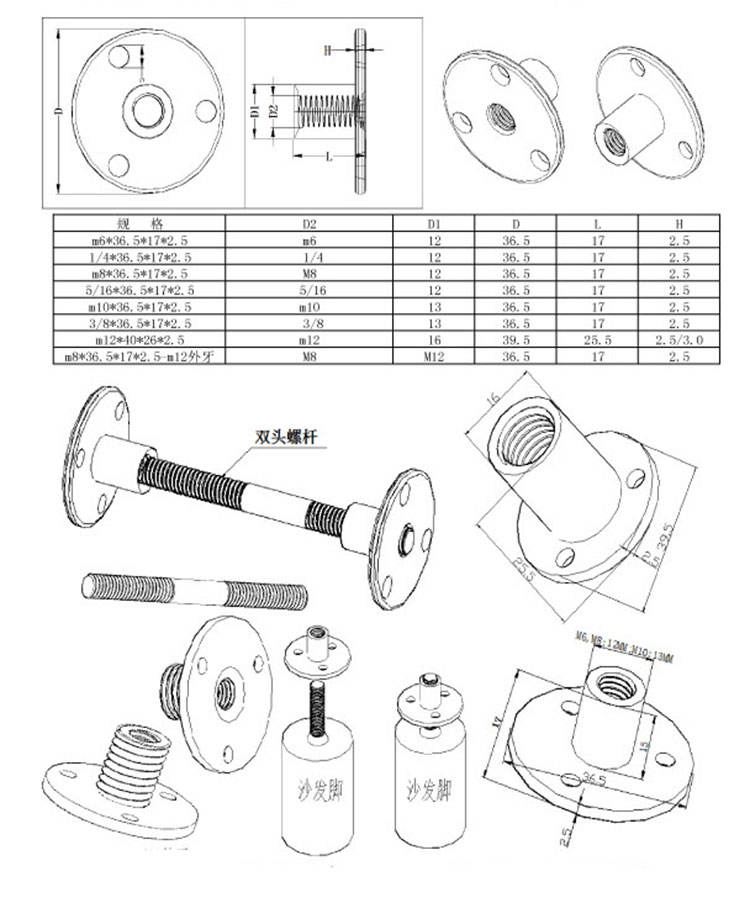
রাউন্ড বেস ব্র্যাড হোল রাউন্ড টি বাদাম ঢোকান ব্লাইন্ড রিভেটস বাদাম জারা প্রতিরোধী









রাউন্ড বেস ব্র্যাড হোল রাউন্ড টি বাদাম ঢোকান ব্লাইন্ড রিভেটস বাদাম জারা প্রতিরোধী
উচ্চ মানের রাউন্ড বেস ব্র্যাড হোল রাউন্ড টি নাট ইনসার্ট ব্লাইন্ড রিভেটস বাদাম জারা প্রতিরোধী চীন প্রস্তুতকারক গ্যাংটং ঝেলি দ্বারা অফার করা হয়। একটি ভাল ভবিষ্যত তৈরি করতে আমাদের সাথে সহযোগিতা চালিয়ে যেতে নতুন এবং পুরানো গ্রাহকদের স্বাগতম!
ISO, DIN, GB, ANSI, OEM মান
উপাদান স্টেইনলেস স্টীল,
সারফেস ট্রিটমেন্ট প্লেইন, ZInc ধাতুপট্টাবৃত
রঙ হলুদ, কালো, সিলভার, স্বর্ণ, OEM
টাইপ OEM, ওপেন টাইপ, স্টেইনলেস স্টীল ফ্ল্যাঞ্জ বাদাম
ক্যাট্রন বক্স + ক্রাফ্ট বক্স প্যাকিং,
পরিষেবা OEM এবং ODM, OEM, ODM
ISO, DIN, GB, ANSI, OEM মান
উপাদান স্টেইনলেস স্টীল,
সারফেস ট্রিটমেন্ট প্লেইন, ZInc ধাতুপট্টাবৃত
রঙ হলুদ, কালো, সিলভার, স্বর্ণ, OEM
টাইপ OEM, ওপেন টাইপ, স্টেইনলেস স্টীল ফ্ল্যাঞ্জ বাদাম
ক্যাট্রন বক্স + ক্রাফ্ট বক্স প্যাকিং,
পরিষেবা OEM এবং ODM, OEM, ODM
অনুসন্ধান পাঠান
পণ্যের বর্ণনা
রাউন্ড বেস ব্র্যাড হোল রাউন্ড টি বাদাম ঢোকান ব্লাইন্ড রিভেটস বাদাম জারা প্রতিরোধী
বর্ণনা:
খাওয়ানো এবং আনলোড করার প্রক্রিয়াটি ওয়ার্কবেঞ্চে অবস্থিত। যখন ওয়ার্কপিস (প্লেট) আনলোড করা হয় এবং প্রধান ইঞ্জিন থেকে নামানো হয়, তখন চিত্রে চিত্রিত মোটর 7, ট্রান্সমিশন শ্যাফ্টের (2, 3, 4, 5, 6) মাধ্যমে চলাচল শুরু করে।
চেইন নড়াচড়া করার সাথে সাথে, এটি ব্লক 1 কে নীচের চেইন থেকে উপরের চেইনে ধাক্কা দেয়, এটিকে ওয়ার্কপিসের পাশাপাশি গাইড করে। একাধিক পুশ ব্লক একই সাথে ওয়ার্কপিসের উপর চাপ দেয়, এটিকে ফাঁকা বাক্সের মধ্যে আনত সমতলের রোলারগুলিতে উল্টে দেয়। এই অভিযোজন ওয়ার্কপিসকে মাধ্যাকর্ষণ প্রভাবের অধীনে উপাদানের বাক্সে অনায়াসে স্লাইড করতে সক্ষম করে।
পুশিং অ্যাকশনের পরে, পুশ ব্লকটি নিম্ন শৃঙ্খলে ফিরে আসে, ট্রিগার করতে এবং পুশ ব্লকের অবস্থান বুঝতে সুইচের কাছাকাছি। এই সংকেতটি তারপর নিয়ন্ত্রণ কেন্দ্রে রিলে করা হয়, নির্দেশ দেয় মোটর 7 বন্ধ করার জন্য। ফলস্বরূপ, ধাক্কা ব্লকটি লোয়ার চেইনের মধ্যে থামে, অপারেশনের একটি চক্র সম্পূর্ণ করে।
| পণ্যের নাম | হলুদ জিঙ্ক প্লেটেড ব্লাইন্ড রিভেটস নাটস উইথ থ্রি হোল/রাউন্ড বেস M10 T টাইপ টি নাট | ||||||
| স্ট্যান্ডার্ড: | DIN,ASTM/ANSI JIS in ISO,AS,GB | ||||||
| উপাদান | স্টেইনলেস স্টীল: SS201, SS303, SS304, SS316, SS316L, SS904L, F594 | ||||||
| ইস্পাত গ্রেড: DIN: Gr.4,5,6,8.8,10,; SAE: Gr.2,5,8; ASTM: A563 | |||||||
| ফিনিশিং | দস্তা (হলুদ, সাদা, নীল, কালো), হপ ডিপ গ্যালভানাইজড (এইচডিজি), কালো অক্সাইড, জিওমেট, ড্যাক্রোমেন্ট, অ্যানোডাইজেশন, নিকেল ধাতুপট্টাবৃত, দস্তা-নিকেল ধাতুপট্টাবৃত |
||||||
| উৎপাদন প্রক্রিয়া |
M2-M24: কোল্ড ফ্রোজিং, M24-M100 হট ফোরজিং, কাস্টমাইজড ফাস্টেনার জন্য মেশিনিং এবং CNC |
||||||
| কাস্টমাইজড পণ্য অগ্রজ সময় |
ব্যস্ত সিজন: 15-30 দিন, স্ল্যাক সিজন: 10-15 দিন | ||||||
| স্টক পণ্য | কার্বন ইস্পাত:DIN934,DIN6923,DIN928,DIN929,ISO4032,খাঁচা বাদাম,ক্যাপ বাদাম স্টেইনলেস স্টীল: সমস্ত DIN বা GB স্ট্যান্ডার্ড স্টেইনলেস স্টীল বাদাম |
||||||
| গ্যাংটং ঝেলি ফাস্টেনার থেকে স্ট্যান্ডার্ড ফাস্টেনারের জন্য বিনামূল্যে নমুনা পান | |||||||
আবেদন:
আসবাবপত্র ব্যবহার।
পরিবেশ সুরক্ষা সরঞ্জাম, চিকিৎসা সরঞ্জাম, যোগাযোগ সরঞ্জাম, বৈদ্যুতিক শক্তি সুবিধা, ইলেকট্রনিক পণ্য, খাদ্য যন্ত্রপাতি, পেট্রোকেমিক্যাল শিল্প, জাহাজ সমাবেশ, পাম্প ভালভ, পাইপ, বিল্ডিং পর্দা প্রাচীর, খোলা জায়গা, ইত্যাদি।
অঙ্কন
হট ট্যাগ: রাউন্ড বেস ব্র্যাড হোল রাউন্ড টি নাট ইনসার্ট ব্লাইন্ড রিভেটস বাদাম জারা প্রতিরোধী, চীন, প্রস্তুতকারক, সরবরাহকারী, কাস্টমাইজড, গুণমান, কারখানা, মূল্য
সম্পর্কিত বিভাগ
ফ্ল্যাঞ্জ বাদাম
হেক্স বাদাম
টি বাদাম
বর্গাকার বাদাম
নাইলন বাদাম
ক্যাপ বাদাম
ঢালাই বাদাম
কাপলিং বাদাম
কে বাদাম
চোখের বাদাম
লক বাদাম
ব্রেকঅ্যাওয়ে বাদাম
খাঁচা বাদাম
গোল বাদাম
গরূৎ বাদাম
অনুসন্ধান পাঠান
নীচের ফর্মে আপনার তদন্ত দিতে নির্দ্বিধায় দয়া করে. আমরা আপনাকে 24 ঘন্টার মধ্যে উত্তর দেব।
সংশ্লিষ্ট পণ্য




X
আমরা আপনাকে একটি ভাল ব্রাউজিং অভিজ্ঞতা দিতে, সাইটের ট্র্যাফিক বিশ্লেষণ করতে এবং সামগ্রী ব্যক্তিগতকৃত করতে কুকিজ ব্যবহার করি। এই সাইটটি ব্যবহার করে, আপনি আমাদের কুকিজ ব্যবহারে সম্মত হন।
গোপনীয়তা নীতি